Cnc torna Program yazma ,örnek programlar, cnc torna program yazmada kullanılan çevirimler,
Merhaba arkadaşlar 10 yıldır cnc tornada çalışıyorum amacım sizlere bu yazımda tüm bildiklerimi tecrübelerimi sizlere örnek programlarla birlikte açıklayacağım.
Cnc torna programlamada kullanılan çevirimler
Alın Tornalama ve kanal boşaltmada G72 çevirimini kullanmanızı tavsiye ederim
G72 W(1)… R… ;
G72 P… Q… U… W(2)… F… ;
G72 = Çevrimi çağıran komut
W (1) = Her pasoda (Z) ekseninde alınacak talaş miktarı mm ve boy olarak işaretlidir.
R = Her pasodan sonra kesici ucun geri çekilme miktarı (mm ve boy olarak)
P = Çevrimin başladığı ilk satırın numarası
Q = Çevrimin bittiği satır numarası
U = X ekseninde bırakılacak finiş paso miktarı (mm/çap cinsinden)
W (2) = Z ekseninde bırakılacak finiş paso miktarı (mm/çap cinsinden)
F = G72 çevrimi sırasında kullanılacak kesme ilerlemesi miktarı
Cnc torna G72 çevirimi örnekler;

G72 çevirimi ile açılı kanal boşaltma örnek programlar

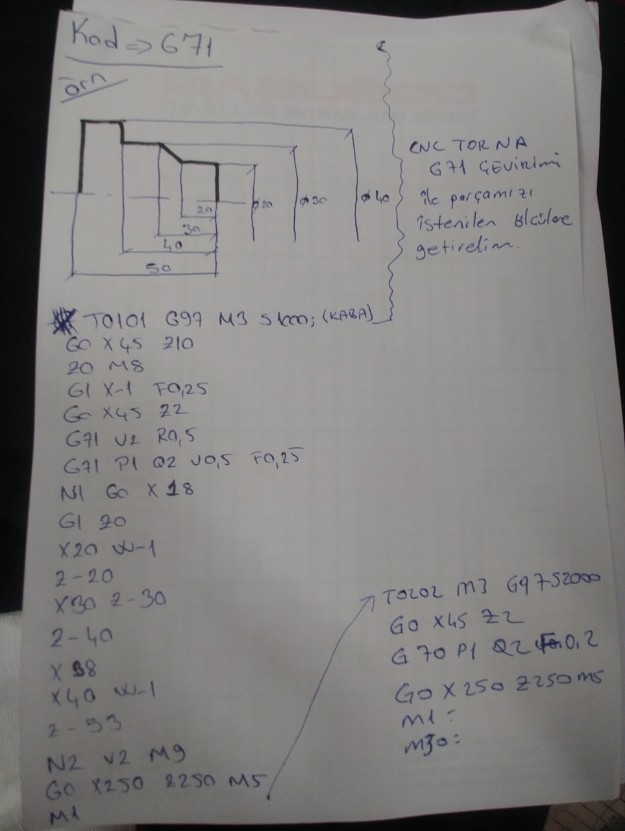
CNC TORNA G71 ,G70 çevirimi
G71 U(1)… R…
G71 P… Q… U(2)… W… F…
U(1) = Çevrim esnasında her tekrarda X ekseninde kaldırılacak paso miktarı
R = Geri dönüşlerde X ekseni yönünde geri çekilme miktarı
P = Profili belirttiğimiz programın ilk satır numarası
Q = Profili belirttiğimiz programın son satır numarası
U(2) = X ekseninde son talaş (finish) işlemi için bırakılacak paso miktarı
W = Z ekseninde son talaş (finish) işlemi için bırakılacak paso miktarı
F = Kesme ilerlemesi
Cnc torna G71 örnek programlar ;
CNC TORNA G75 KANAL AÇMA ÇEVİRİMİ PROGRAMI
G75 R(1)… ;
G75 X… Z… P… Q… R(2)… F… ;
Parça Kesme İşlemlerinde;
G75 R(1)… ;
G75 X… P… F… ;
G75 = Çevrimi çağırır.
R(1) = Her talaş alma işleminden sonraki geri çekilme miktarı
X = Kanal açma işleminin bittiği çap ölçüsü
Z = Z yönünde kanalın son bulacağı noktanın Z eksenindeki koordinatı
P = X ekseninde her pasodaki dalma miktarı (yarıçap cinsinden) (Mikron )
Q = -Z yönünde yana kayma miktarı ( işaretsiz olarak) (Mikron )
R(2) = Kanal dibinde Z ekseni yönündeki geri çekilme miktarı (işaretsiz)
F = Çevrim süresince geçerli olacak kesme ilerlemesi
G75 çevirimi örnek program

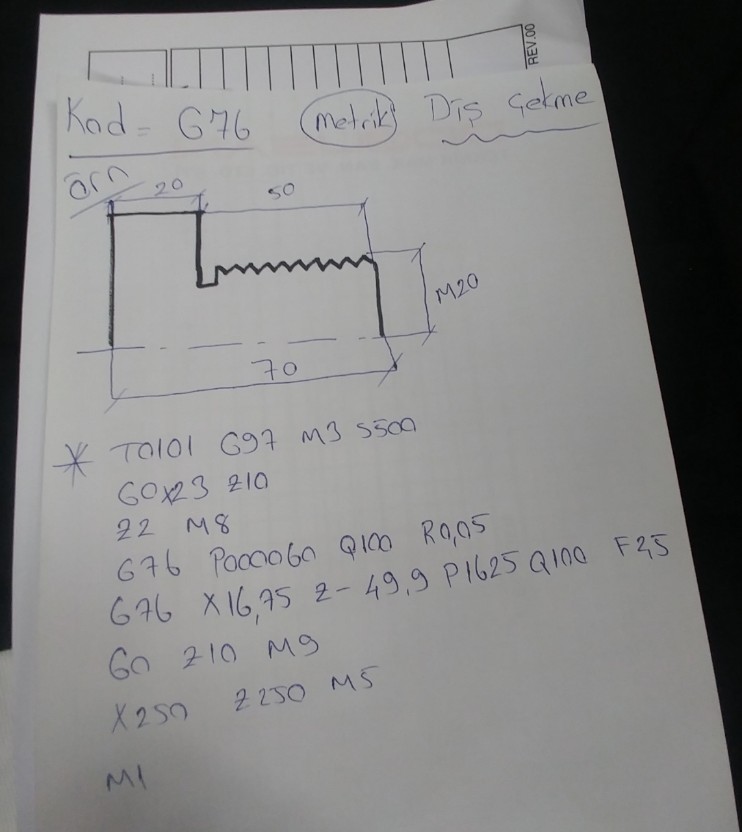
CNC TORNA G76 DİŞ ÇEKME AÇMA PROGRAMI
Tek Ağızlı Vida Açma
G76 P(aa-bb-cc) Q(1)… R(1)… ;
G76 X(U)… Z(W)… R(2)… P(2)… Q(2)… F… ;
G76 = Diş açma çevrimi
P(aabbcc) = P harfini takip eden 6 karakter ile dişin nasıl işleneceği bilgileri verilir.
aa = Finiş pasosunun kaç kez tekrarlanacağı
bb = Diş açma sonundaki pahın boyunu, adım cinsinden adımın katı olarak bildirir.(0 – 9,9 x F) aralığında değer alır.
cc = Diş profil açısı (0,29,30,55,60,80 derece gibi..)
Q (1) = Minimum talaş derinliği G76’da her pasodaki dalma miktarı otomatik olarak belirtilmektedir (Mikron).
R(1) = Finiş paso payı (FANUC da 5141 nolu parametrede tanımlanmıştır. Değer verilmediğinde bu parametredeki değer alınır.).
X = Vida diş dibi çapı.
Z = Vida açılacak diş boyu (Vida bitiş noktasının Z ekseni koordinatı)
R(2) = Dişin X-ekseni yönünde koniklik mesafesi (yarıçap olarak) konik vida açarken kullanılır. Değer yazılmazsa ya da sıfır (0) yazılırsa silindirik vida açar. Büyük çap (D) ile küçük çap (d) arasındaki farkın ikiye bölünmesi ile bulunur. R(2): (D-d)/2’ dir. Diş açılırken uç önce küçük çapa değiyorsa R(2) (+) işaretli, diş açılırken uç önce büyük çapa değiyorsa R (2) (–) işaretli alınır.
P(2) = Diş derinlik ölçüsü(yarıçap olarak, birimi mikron)
–Metrik vidalar için: P(2)=( 0.6134 x F)/2
–Whitwort vidalar için: P(2)= (0.640 x F)/2
Q(2) = İlk pasodaki dalmamiktarı( yarıçap olarak, birimi mikron )
F = Dişin adımı (hatvesi) ( mm olarak)
Cnc torna g76 çevirimi ile METRİK diş çekme 60° diş açısı örnek program
Cnc torna g76 çevirimi ile WHİTWORTH Diş çekme 55° diş açısı

Cnc torna g76 çevirimi ile TRAPEZ Diş çekme 30° diş açısı

CNC TORNA GAGALAYARAK DELİK DELME G83 ÇEVİRİMİ
G83 X… Z… R… Q… P… F…
G83 : Kademeli delik delme çevrim kodu
X : Delik konumu X koordinatı, dönme ekseninde olmalı (X0)
Z : Delik derinliği
R : Matkabın delik delmeye başlayacağı nokta
Q : Her dalmada talaş kaldırılacak delik boyu (artışlı olarak)
P : Delik sonunda bekleme miktarı (mili saniye)
F : Delik delme için kesicinin ilerleme miktarı
Cnc torna g 83 çevirimi ile örnek program

CNC TORNA KILAVUZ ÇEKME G84 ÇEVİRİMİ
G84 X Z F
F: Adım demek
Z: kılavuz boyu
Örnek program

CNC TORNA G32 DİŞ ÇEKME KONİK DİŞ ÇEKME
G92 X(U)__ Z(W)__ R__ F__
X(U) : Diş dibi çapı
Z(W) : Dişin bittiği Z koordinatı
R- : Başlangıç noktası X+ yönünde olan kesmeler
R+ : Başlangıç noktasi X- yönünde olan kesmeler
I/R : Hatve (Adım)
G32 çevirimi örnek program
G50 S1000 T0100 :
G97 S1000 M03 :
G00 X60.0 Z5.0 T0101 M08 :
G92 X49.5 Z–30.0 F1.5 :
X49.2 :
X48.9 :
X48.7 :
–
–
CNC TORNA G32 KONİK DİŞ ÇEKME PROGRAMI ÖRNEKLER

G50 S1000 T0100 :
G97 S1000 M03 :
G00 X70.0 Z5.0 T0101 M08 :
G92 X49.4 Z–32.0 R–6.166 F1.5 :
X49.0 :
X48.7 :
X48.5 :
–
CNC TORNA ALIN TORNALAMA G94 ÇEVİRİMİ
G94 X(U)__ Z(W)__ F__
X(U) : Çapta kesici takımın ineceği en küçük değer – pozisyon
Z(W) : Z ekseninde talaş kaldırmanın başlayacağı ilk pozisyon
F : Kesme ilerlemesi ( Genelde mm/devir – Parametre ve program içeriğine göre mm/dk. da olabilmektedir)
Örnek program

T0101;
G97 S500 M04;
G00 X64. Z10.;
G1 Z2. F0.5; ( Çevrimin başlangıç noktasına geliş)
G94 X48. Z-5.; ( 1 numaralı hareket)
Z-12.; ( 2 numaralı hareket)
Z-19.; (3 numaralı hareket)
Z-26.; (4 numaralı hareket)
Z-33.; (5 numaralı hareket)
Z-40.; (6 numaralı hareket)
G28 U0.; (X eksenini referansa (güvenli alan) gönder)
G28 W0.; (Z eksenini referansa (güvenli alan) gönder)
M30;
{kind=link}
Programları bıraat denedım cok basarılı elınıze saglık arkdslae
Eyvallah kardeşim
Çok yararlı ve faydalı elinize sağlık
Teşekkür ederim yine bekleriz
G72 ile 8 mm kesme diyor başlangıcı z6 da duruyor resimdemi yanlış yazılmış yoksa bu şekilde mi yazılıyor
Merhaba çok iyi abi CNC torna program yazma notlarınız çok faydalı çok teşekkür ediyorum.
Program yazma konusunda kendimi geliştirmek istiyorum.
Yardımcı olursanız sevinirim.