Cnc torna G92 çevirimi, cnc torna G92 döngüsü, cnc torna G92 Konik Diş çekme Programı, cnc Torna G92 Konik diş çekme, cnc torna G92 örnek program, cnc torna Konik DİŞ çekme, cnc torna G92 örnek program, cnc torna G92 programı resimleri




G97 sabit devir demek
S1500 = aynanin 1500 devir ile dönmesi
M3 saat yönünde aynanın dönmesi
T0303 (dis takımının bulunduğu taretteki numarası)
G00 x30 z5 f0.2 ( go hızlı ilerleme yani hızlı bir sekilde parçanın x30 çapına git demek oluyor .
Z5 ise (parçanın alnı sıfırdır yani parcaya alnına 5 mm kala dur demek)
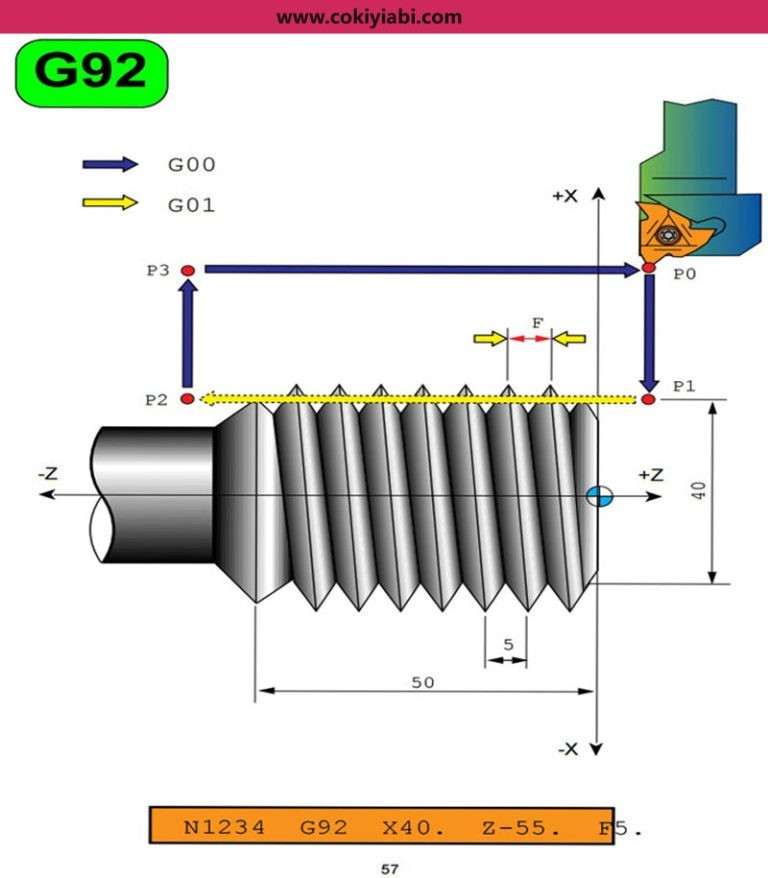
G92 x19.85 Z-15 f2.0
G92 diş verimi ,m20 diş acabilmak icin dis cevirimleri kullanmak zorundayiz.
X19.5 ise T0303 numarali diş acma takimimiz x19.5 inip z-15 kadar gidip z5 geri gelecek
X19.2
X18.9
.
.
Bu sekilde 17.4 e kadar yani( m20 X 2) dis dibine kadar inene kadar devam edecek.
G0 x50 : hizli bir şekilde parçanın 50 çapına çık demek
Z-25 S1000 : parçanın sifirindan -25 mm içeriye git demek devir 1000
G92 x39.5 Z-50 f2
 Programı ve Örnekler){kind=link}
Hocam sol diş örnek Program linkini atarsan sevinirim diş 11 G 5/8
Yazarım kardeşim
Sa birinci örnekteki r koniklik için r-6.166 rakamını nasil buldunuz ve birde zahmet olmazsa konik dış çekmede konikligi nasil bulacağımızı açıklayıcı bi yazı kaleme alırmısınız
Konik diş ile ilgili örnek bir program yazdım
https://cokiyiabi.com/cnc-torna-konik-dis-ornek-program/
Yanlış bilader
Yalnış olan nedir
Merhaba zahmet olmaz ise son örnekteki yapılan işin yani kodların yanına ne anlama geldiğini yazar mısınız?
Son örnekteki kodların ne iş yaptığını yazar mısınız ?
Paso miktarını kendininiz ayarliyorsunuz
Örneğin
18 den 16 milime kadar ineceksiniz
17.4
17.1
16.5
16
Gibi
Cokiyiabi mail adresin varmı sana bişey danışmam gerek
Cokiyiabii@gmail.com
cokiyiabii@gmail.com
2 tane ii var mail adresini yazarken gözden kacirma