Merhaba arkadaşlar cnc torna da otomatik Pah kırma yani C ile Pah kırma örnek Program da göstereceğim
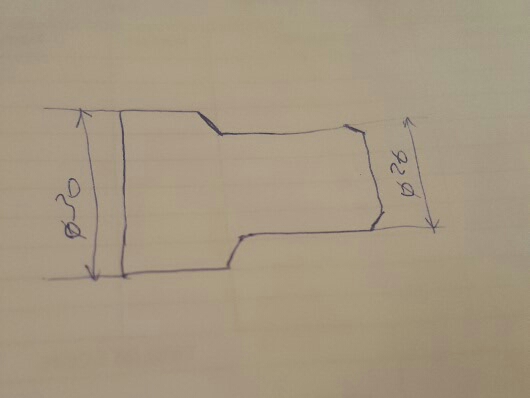
Not c1 c2 Pah kirdigimizda x de veya Z de bir değer ölçü vermeliyiz aksi takdirde C ile Pah kırmaz yani X25 c1 dediğimizde burada bir Z değeri veya x değeri girmeliyiz.

Örnek parça programı
T0707 M3 G97 s1000
G0 X24 Z2
G1 Z0 f0.28
X26 c1
Z-40
X30 c2
Z- 50
G0 x250 Z250 M5
M1
M30
CNC TORNA HAKKINDA BENZER KONULAR
* Cnc ToRNA Metrik Diş Tablosu
* Cnc Torna Metrik whitdwort örnek Program
*CNC Torna Öğrenme simulator programı
*Cnc Torna Çoklu Parça Nasıl Yapılır
*Cnc Torna Program Yazma ve Öğrenme
• Cnc torna 3 Ağızlı Diş Çekme
NOT : Cnc Torna Hakkında Sayfamızı Nasıl Buluyorsunuz?
Yorum Yaparmısınız ?
Sorunuz olursa yorum yazın arkadaslar anında destek verelim.
){kind=link}
Selamın aleyküm hocam parçanın alnından torna ederken meme bırakıyor 3 mm kadar ne yapmam gerekiyor
Tezgah binmeden dolayı taret ekseni kaymış sanırım altlık koy yada taret ekseni ni yaptırman gerekiyor aksi takdirde karbür matkaplarda kırılma meydana gelecektir delik capların tam ölçüde çıkmaz