Merhaba arkadaşlar sizlere şimdi
NOT : Cnc Torna Hakkında Sayfamızı Nasıl Buluyorsunuz?
Yorum Yaparmısınız ?
Offset, wear, Geom Nasıl verilir resimler Halinde Göstereceğim.
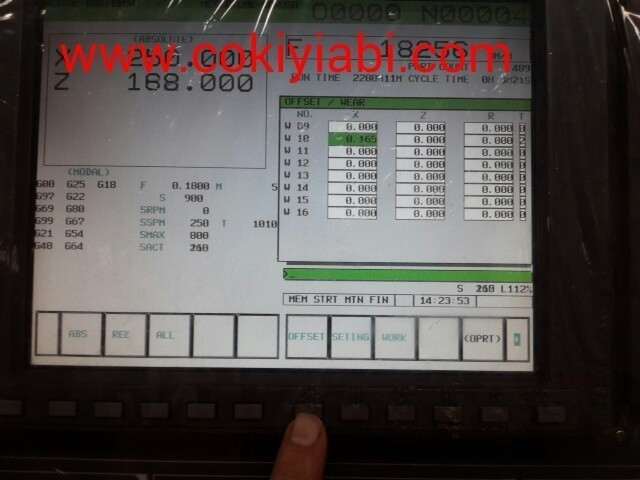
1.Offset sayfası

Burada offset tuşuna basılır. Ve karşımıza Offset menüsü çıkar, sonra

Evet buradan offset yazan kısma basiyoruz ve karşımıza wear sayfası çıkıyor

Evet şimdi buradan hangi takımımıza değer verceksek,örneğin
Ölçümüz. .. 60.01 olmasi gerek .biz parcamizi komporatorle ölçdüğümüzde
59.95 geldi , şimdi kullandığımız takım hangisi ise o takımın wearina gelip x bölümü ne 0.06 yazıp + input yapmalıyız
Sonraki kısım Geom .
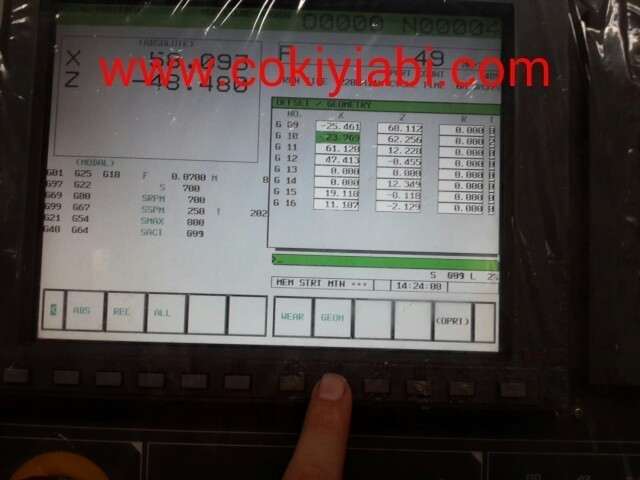
Evet bu sayfamız Geom bölümü burasi takımınızı sıfırlama da kullandığımız bölümdür.
Not : yorum yapmayı Unutmayınız. Bir sorun olduğunda bize yorum yazarak ulaşın.
{kind=link}
Fatih Kardeşim yazdığım gibi oluyor ,parçayı ölçtün 65,99 geldi misal ölçün ise 66.00 olması gerek ise iste wear sayfasından o takımın üstüne gelip 0,01 eklemen gerekir ne verirsen onu alır .
Cnc torna da iç çap a konik dis. Çekecektim g92 ile nedense tezgaha start verdiğinde x değerini 12 mm fazla okuyo dış cekemedim radius 6 (R6) yazmıştım olmadı ama (R 0.6) yazdığım da ölçü 1.2mm büyük okuyo diğer radius da ise 12 mm büyük okuyo ne yapmam gerek
Hocam niye öyle veriliyor. Dediğiniz şekilde verildiğini de Torna merkez olarak bir attan bir üstün yapmam da 0.12 mm kaldırmış olur ölçüm yapıldığında bu da 59.95+0.12=60.07 yapar ama siz 0.06 değer veririz demişsiniz şimdiden bilgi için teşekkür ederim
1)Geometrik offset ne demek?
2)Wear offset ne demek?
3)Kesici takımın sıfırlanması için ne yapmalıyız?
4)Yazılmış bir programı çalıştırmak için ne yapmalıyız?
Yani hocam 0.01 verirsem wear sayfasından 0.01 olarak okur ve 0.01 kndini kaldırarak yapar. Yani ne kadar ölçü eksikse o kadar değer verilmesi gerekir. Örnek olarak çap 60 olmadı gerek bir parçayı ölçtügümüz de 59.90 gelirse ofset değeri 0.1 yazıp islersem 60.00 olarak ölçümü almış olurum. Okulda öğretilen işe yarı çap değeri yazılır demişlerdi ölçüm yapılırken onu 0.1 olarak alır denildiği için kafam karıştı hocam
aynen hocam 0.1 verisen o değeri alır yani 59,90 ise 0.1 verdiğinde 66.00 olur yarı çap olayını karıştırmayalım
Hocam sorum bir sorum olacaktı parçayı olctugumde parca yüzeyi 60.15 geliyor ben onu 60.5 yapmak için wear dan kaç minim vermem lazım
Cnc tornada ofsset nasıl verilir ..
O.35 kaldırman gerekiyor wear’dan
Hocam 0.35 fazla değilmi onu nasıl buldunuz anlamadım konuyu kafam çok karışıyor ölçülerde
Hocam kafanızı agrittim ama bir sorum daha olacak yarı çap olayını karıştırmayalım dediniz ya peki niye o olay nasıl oluyor anlata bilir misiniz
Estağfurullah kardeşim ne demek herseyi sorabilirsin Şimdi cevirimlerde misal G71 çeviriminde u ya 1 yazarsan tam çapta 2 milim Talas kaldırır
Bu meslek üzerine okudum hocam ve bilmem öğrenmem gereken çok şey var böyle forum sitelerine girerek bilgi alıyorum sizde çok iyi denk geldiniz ve başınızı ağrıttim hakkınızı helal edin hocam
kardeşim benim işim bu sen sorucaksın ben yanıtlayacam ben bu işe yıllarımı verdim o yüzden sen ne öğrenmek istiyorsan bana sor ben sana her konuda yardım ederim orda herseyi anlattım ben sen konuların altına youmunu yaz ben cvp yazarım sana sıkıntı yok
Onu biliyorum hocam çevrimlerle ilgili biraz bilgim var bni asıl olarak ilgilendiren ofset weardan verilen değerler ne yazarsam onu alır 0.01 verirsem 0.01 olarak kalkar taret havaya ve ölçüm yapıldığında 59.00 olan ölçü okunuldugu zaman 59.01 olarak ölçülür programda yazılan gibi yarı çapta 0.01 olarak almaz ve ölçüdugun de 0.02 olarak ölçülemez 0.01 olar ölçülür
Bilgi için teşekkür ederim hocam
rica ederim hocam
İsminizi öğrene bilme şansım var mı hocam
nuri ismim fatih
Hocam isminizi öğrenme şansım var mı acaba
Sağol hocam gece gece başınızı agrittim hakkınızı helal edin
Yok hocam olurmu öyle şey rica ederim
Başım sıkiştıkca ilk uğrak noktam siz olacaksınız hocam
her zaman beklerim
Hocam rahatsız ettim aklıma geldi 0.15 bu değer ne diye okunur çalıştığım yerde ki usta bu degere yüzde bir buçuk diyorda hep aklımı karıştırıyor
O.15
Sıfır nokta yüzde on beş olarak okunur
Hocam mesela 37.03 gelmesi gerek bir delik komporator ile ölçüldüğü zaman 30.025 olarak ölçülüyor buna ofset değerine ne yazmamız gerekir
Yalnıs delik komporatör ile olcuyorsun 37.03 olması gereken bir ölçü .komporatör ayarladiginda 37.60 veya 70 gelmesi gerekir komporatörü kupmasla olctugunde ..
Fatih ölçme konularını buraya yazarak sor kardeşim
http://cokiyiabi.com/cnc-torna-ve-cnc-freze-delik-komparator-ayarlama/
merhaba hocam acaba elinizde hazır yapılmış parça teknik resmi olan cnc uygulama örnekleri varmıdır varsa onları rica edicektim. kolay gelsin
Özge örnek Programlar yazmıştım burada ama yine senin için yazıp gönderirim ama suan tatildeyim cnc torna hakkında herseyi her konuyu cnc program yazmayı burada gösterebilirim tüm cnc torna kodlarını herseyi burada gosterdim
selam hocam 2mm x 3 mm ye ve 2mm derinlige kadar inerek alan temizleme yapmak istiyorum kodlarla ve 1.8 i bitirdikten sonra kalan 0.2 yi bana 4 kez sorsun yani 4 kez pause eklemek istiyorum yardım edermisiniz siteniz harika cok yardımcı oluyor bir de uclarda F OHL gibi degeler var bunların acıklamalı bir link veya resim var mı?
Mustafa söylediğini net anlayamadim
Kardesim biraz daha açıklayıcı yazarsan yardımcı olurum
Numarani bırak mustafa
Hocam diş taraginda 4G 2 1/4 2 1/2 yazıyor bunun açıklaması ne anlayamadim
Hocam diş taraginda 4G 2 1 / 4 yaziyo ne anlama geliyor
Hocam g71 ile program yazıyorum ama x ekseni onda 2 ölçü kaçıyor g70 finis aynı kalemle işliyor g70 gelmeden önce x i tekrar sifirliyor g70 öyle start verilirse bi problem olurmu