Cnc torna örnek programlar, cnc torna g70 çevirimi cnc torna g71 cevirimi ,cnc torna program yazma, cnc torna fanuc program yazma, cnc torna g83 çevirimi, cnc torna Radüs örnek programlar, g03 radus ,g03 Radüs yönü
Cnc Torna Program Yazma Öğrenme
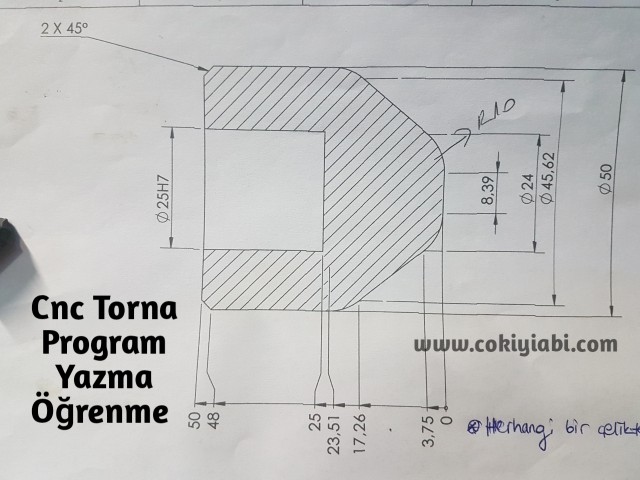
Not : Go3 Radüs yönünü alttaki resimde belirttim

Parçamızın Teknik Resmî
O0001, ( program sayfası
G54, ( ofset sayfası)
G50 s2500,
T0202 m3 G96 s180,
G0 x55 z2
G72w1 R0.5
G72 p3Q4 f0.2
N3Go Z0
G1 x0
N4 x-1
G0 x51 z1
G71 U2 R1,
G71 p1 Q2 U0.5 w0.05 f 0.25
N1 G0 x8.39
G1 Z0,
G03 X24 Z-3.75 R10,
G1 x 45.62 Z-17.26
G03 X50 Z-23.51 R10,
G1 Z-50
N2 U 0.2 ,
G0 Z10,
G0X250 Z250 M5 ,
M1,
T0202 m3 g96 s250
G0 x50 Z10
Z2
G70 P1 Q2 F0.1
G0 Z10
X250 z250 M5
M1
M30,

Parcamızın 1. Operasyonunu bitirdik simdi sıra 2 . Operasyonunda
Yumuşak ayaklar ile parçanızı sıkın
Parçamızı ölçtük 54 milim geliyor resimde tam boy 50 istemişti g54 sayfasından 4 milim daha geri çekip ofsetimizi ayarlıyoruz.
G54, ( ofset sayfası)
G50 s2500,
T0202 m3 G96 s180,
G0 x55 z4
G72w1 R0.5
G72 p3Q4 f0.2
N3Go Z0
G1 x0
N4 x-1
G0 x51 z1
G71 U2 R1,
G71 p1 Q2 U0.5 w0.05 f 0.25
N1 G0 X46
G1 Z0,
X50 Z-2
N2 U0.2 ,
G0 Z10,
G0X250 Z250 M5 ,
M1,
T0202 m3 g96 s250
G0 x50 Z10
Z2
G70 P1 Q2 F0.1
G0 Z10
X250 z250 M5
M1
T0404 M3 G97 s1300 ( udril Q20)
G0 x0 z10
Z2
G83 z-25 f0.1
G0 z10
X250 z250 m5
M1
T0606 m3 g96 s190
G0 x20 z10
Z2
G71 u1 R0.5
G71 p5 Q6 U0.5 W0.05 f0.25
N5 G0 X27
G1 z0
X25 Z-1
Z- 25
X22
N6 U-0.1
G96 S250
G70 p5 Q6 f0.1
G0 Z10
X250 Z50 M5
M1
M30,

Delik içerisine aynı takım ile finiş attık
Aklınıza takilan birşey olduğunda cnc torna program yazma ve Öğrenme konusunda yorum yapmanız yeterli olacaktır.sizlere bu sekilde yaptığım işlerin örnekler programlarını yazmaya devam edeceğim. iyi günler dilerim
Cnc Torna diğer örnek programlar
Cnc Torna İç Çap Radüs Örnek Programları
Cnc Torna Okuma G kodları ve Anlamları
Cnc Torna Tezgahı Kullanımı (Açıklamalı Anlatım)
){kind=link}